|
| ||||||||||
| Intro | Author | Subject | Volume | Volume/Title | NPS | |||||
|
Volume V - No. 1 |
July, 1940 | ||||||||
|
AMERICAN CHARCOAL MAKING
In the Era of the Cold-blast Furnace BY JACKSON KEMPER, 3RD,
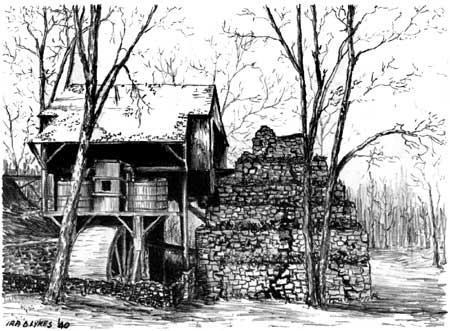
Two and a half centuries ago the Schuylkill Valley in Pennsylvania, which extends from the present coal region to the city of Philadelphia, was an untouched wilderness. The section was not only rich in metal and water power, but possessed also a great wealth of timberland which later became the first source of charcoal fuel for the great iron industry to come. The first colonists to discover the rich valley were a group of Swedes who had settled on the Delaware River in 1638. They went up the Schuylkill by canoe and found a livelihood in trading with the Indians, fishing for shad, and cultivating the rough but fertile lands. In 1681 William Penn received his charter and grant from Charles II of England in consideration of a debt of £16,000 due to his father. With Penn came the great influx of English, Welsh, Dutch, and German settlers to what later was the Province and State of Pennsylvania.1 Early colonial writers often mentioned rumors that there was iron ore in the Schuylkill Valley, and Penn himself encouraged the belief. It was not until 1716, however, that steps were taken to transform into pig iron the great natural resources of ore, water power, and timber. It was in that year that Thomas Rutter, who had been in business as a blacksmith near Germantown as early as 1682, moved up the river and constructed in the vicinity of what now is Pottstown the first bloomery forge of the province. The great ore beds, the thick woodlands assuring tremendous reserves of charcoal, and the bold streams promising water power soon induced many capable and hopeful men to follow Rutter's lead in the attempt to make iron. Between 1716 and 1771 more than 50 forges and furnaces are known to have been constructed in the province; and there probably were countless others.
By 1719 Rutter Was convinced that his experiment at the mouth of the Manatawny could be developed into a great industry. Accordingly, with his friend Thomas Potts, and with the support of others, he began to build Colebrookdale, the first charcoal furnace in the province. It is interesting that the first charcoal furnace in England to cast hollow ware by the use of sand molds also was called Colebrookdale. So much jealousy was excited in England by the excellent quality of the ironware produced in the American colonies and shipped to the mother country that in 1719 a bill was introduced in Parliament to prevent the construction of rolling and slitting mills here. The bill was rejected but the news that the colonies could produce good metal spread quickly over the Empire and aroused the enthusiasm of many enterprising young men. William Bird, who was born in England in 1706, came to this country a year or two before 1728 and soon was recognized as a contemporary with Rutter, Potts, Samuel Savage, and Samuel McNutt in the establishment of forges and furnaces. When Rutter's will was admitted to probate in Philadelphia, November 27, 1728, Bird was a witness. He then was a resident of Amity township, a part of Philadelphia County, and at the age of 23 had attained a position of influence in his community, serving as a commissioner in the laying out of public roads. By 1733 he was working at Pine Forge as a woodchopper earning 2 shillings 8 pence a cord, and a few years later he rented a one-eighth share in the forge at £40 a year. At about that time he began to acquire property for his own enterprises west of the Schuylkill and in the vicinity of Hay Creek. He started construction of the Hopewell Forge in the fall of 1743 and was handling pig iron as early as March of the next year. Upon the death of William Bird in 1761, forges at Birdsboro and Hopewell passed to his son, Mark Bird, who took over the management of the family business at the age of 22. Upon discovering a rich ore vein near the Hopewell forge, he built a furnace there in 1770, "or a year or two before." With the outbreak of the Revolutionary War, he answered the call of the new country and, as a lieutenant colonel in a regiment of Berks County volunteers, took command of his battalion and equipped it with his personal funds. At the height of Mark Bird's prosperity the ironmaster believed himself immune to disaster. "Neither fire nor flood can harm me," an expression of his, was quoted for many years in the community. He was held in high esteem, and welcomed everywhere with the utmost cordiality. He was wont to create an impression when he arrived from Philadelphia in his coach drawn by four handsome horses. Yet both flood and fire visited him. His vast holdings, spread into several counties of Pennsylvania and into New Jersey and Virginia, suffered from neglect during the war, and his personal means dwindled considerably as a result of his patriotic generosity. The end came in 1788 when he was "sold out" by the sheriff to satisfy various bonds.
With the Hopewell Furnace as the center of activity, a little feudal village had gradually developed consisting of the "Big House," where the owner or manager lived, and the many tenant houses for the families of the furnace men, colliers, woodchoppers, molders, miners, teamsters, blacksmiths, wheelwrights, and others. The company store supplied every need of the village inhabitants from food to clothing, while a one-room school house gave to the younger generation the fundamentals in reading, writing, and arithmetic. A large farm and garden also were operated and maintained by the owner of the furnace to supply the community with much of the food stuff and to provide hay enough for each family to keep a cow in an adjoining "one-cow" stable. The lady of the Big House was looked upon as the mistress of the community. When anyone became ill or needed help in any way, she was the first person to be called in and consulted Social activities at the Big House were festive occasions, particularly at Christmas and New Year's when the entire village took part. Until 1837 charcoal was the only fuel which could be used successfully in the cold-blast furnace. Many attempts were made between 1815 and 1838 to use the recently discovered anthracite coal, but the experiments generally were unsatisfactory because the heat generated was insufficient to melt the ore. Then James B. Neilson of Scotland obtained a patent for the use of hot air in the blast. On February 7, 1837, George Crane was successful in smelting iron at his works at Ynyscedivin, Wales, by using Neilson's hot air blast on anthracite coal and producing 36 tons a week. In May of that year, Solomen W. Roberts of Philadelphia visited Crane's works in Wales and witnessed the satisfactory results obtained from the method. Upon his return to the United States, he made recommendations which resulted in organization of the Lehigh Crane Iron Company to manufacture pig iron with anthracite coal of the Lehigh Valley. This is believed to have been the first successful furnace of its kind in the country. The reason that ironmasters of the 19th century wished to convert their cold-blast charcoal furnaces into hot-blast anthracite furnaces was based primarily on economic grounds. The maintenance of great wood tracts and the expense of labor for making the wood into charcoal were tremendous items. The use of anthracite coal not only obviated these factors but also brought the industry out of the wilderness, so to speak, and into the cities where product and market were in closer proximity. It is due to this economic stage in the evolution of the great iron industry of Pennsylvania that the old art of making charcoal has been forgotten. Hopewell Furnace remained a cold-blast charcoal furnace to its final blast and was one of the last works of its kind to attempt modern competition.
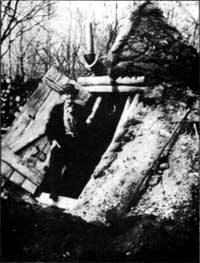
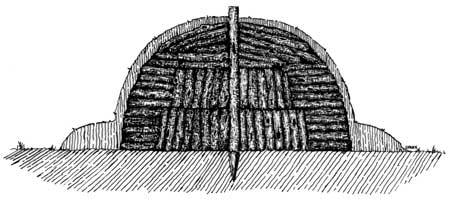
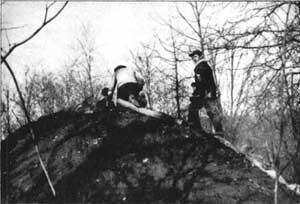
With this story in mind it is the purpose here to describe the method used by colliers to produce their "coal". Lafayette Houck, the last of that grand old group of Hopewell colliers, who now is more than 80 years old, willingly consented to direct the building and firing of the pit. An old hearth near the village was selected and even a typical collier's hut was constructed on its original site where Mr. Houck and the writer lived during the coaling operation. From the time the pit was first fired until the last piece of charcoal was hauled away by the teamster, with his large swaying wagon drawn by six sturdy mules, the pit had to be tended constantly. A master collier and one or two helpers coaled" together, working as many as eight or mine pits at a time. The hearths were situated about the distance of a city block from one another throughout the various charcoal tracts, and the collier's hut was placed as conveniently as possible to the group of pits then being "coaled". The hut was always conical in form (see opposite page), having a base about eight feet in diameter and a height of about ten feet. Three-inch poles were used for the uprights, and more slender poles filled the interstices between them. Leaves were used to cover the structure and to form a mat so that the final dressing of topsoil would not sift through the few remaining crevices. A door just large enough for one man to get through was placed on the "pit side" of the hut. A wood stove and rough log bunks were the furnishings of this temporary abode.
The hearth, or base, of the charcoal pit was simply a flat space 30 or 40 feet in diameter and free of all brush, roots, and stumps. An open level spot was chosen, and much care was taken that the surface of the hearth was hard and smooth so as to afford good shoveling and raking of the coal. If one side of the chosen location slanted down hill the opposite side was dug out enough to make the fill on the lower side absolutely level. The hearth had to be level to assure uniform burning. The word pit is misleading for it refers simply to the structure as a whole, including the hearth and the pile of wood; and in no way should it convey an impression of a hole in the ground. When a hearth once had been made, it lasted indefinitely and, in fact, improved with age and use because the charcoal dust which remained after a pit had been burned off was serviceable as a covering for the next pit burned on the same location. Because of the lack of dust on a new pit, wood often was hauled some distance in order to take advantage of an old hearth. Charcoal dust disintegrated little and afforded to plant life a rich supply of food material in the form of carbon. It therefore was necessary, when preparing an old hearth for refiring, to remove the vegetation and debris so that the old dust might be cleaned and raked back in a ring on the circumference of the hearth in readiness for the final covering of the pit. The collier's responsibilities did not begin until the wood had been sledded in from the woodchopper's ranks to the hearth and there set on end until the entire surface was filled. This wood usually was cut during the winter months and allowed to season until the coaling operations began in late spring. Because of high winter and spring winds and other unfavorable weather conditions, the pits were fired only during the months from May until late October. Colliers often became woodchoppers during the winter in order to receive a full year's wage. The area of woodland to be cut off for coaling was divided among the woodchoppers into narrow strips about 20 ax handles apart and extending the full length of the tract. The woodsmen then attempted to fell their trees so that the tops would come together along these dividing lines. Lap-wood and billets are the names given to the two sizes of wood used by the colliers to "set up" their charcoal pits. The lap-wood ranged in size from an inch and one-half to four inches in diameter, while the billets varied from four to seven inches. All wood was cut in four-foot lengths. The billets were split out of the main trunks of the trees, and the branches provided most of the lap-wood. The ends of each billet and piece of lap-wood were cut purposely on a bias so that in setting the pit a rounded top or head could be formed more easily to keep the leaves and dust, which were used as a smudge blanket, from rolling off the structure. The woodchopper "ranked" his wood as he cut, separating each cord by upright poles so that the owner, in computing the chopper's wages, could count the number of cords readily. The wages were based on the amount of wood cut, 8 shillings and 6 pence a cord being a good price in the early days. The man who brought in the billets and lap-wood from the woodchopper's ranks to the hearth was called the "woodhauler". A mule, a horse, or even an ox was used to drag his rustic wood sled which, when loaded, would carry perhaps half a cord. The haul from the ranks to the hearth was made as short as possible and always down hill. Hearths were placed so that they were at the bottom of a rise. The sled was fashioned crudely with wooden runners extending its entire length, which was about five feet. Rough boards surfaced the top and four upright posts kept the billets and lap-wood from rolling off. The joints of the sled were constructed loosely in order to allow plenty of "give" under the rack and strain of a heavy load being dragged over stumps, fallen logs, and rough ground.
The road leading to the pit always went right through the center of the hearth so that the hauler could unload easily and drive out at the other side on his way for another load. The hearth was filled by the hauler, not the collier. Driving his sled to the center of the hearth, the hauler, who always walked beside his mule, placed each billet and piece of lap-wood on its end, starting at the outer ring of dust and working toward the center (See page 9). The first few loads were of lap-wood only. It was laid crosswise on the top of the ring of dust in order to give a substantial support for the billets and other lap-wood to lean against. Another reason for hauling in lap-wood first and placing it on the ring was the next operation of setting the pit. Here work was begun at the center of the hearth and the pit built out to the circumference, thus leaving the small wood to "lap-off" the outside. When the hauler had filled the hearth with wood, his job was finished. It was at this point that the collier and helpers stepped into the picture. As a woodchopper during the winter season he had worked at cutting billets and lap-wood and now, with the passing of bad weather, he was ready for a summer's job "on the hill". He first cleared his hearth of all vegetation which had grown there since the last time the tract had been coaled---possibly 30 years before---and raked out all the old dust to its edges. His next move was to locate the center of the hearth and to throw back enough of the lap-wood to enable him to get down to the surface. The fagan, a green pole some 18 feet long and three or four inches in diameter, was driven in at this center point so that it stood upright. A helper handed down to the collier the lap-wood that had been thrown back on the pile, and these pieces were used to construct the three-cornered chimney around the fagan. The chimney had an opening of about eight inches and was constructed by laying lap-wood triangularly, using each piece as a leg. In this way the chimney could be built as high as necessary. After the chimney was about. five feet high, the helper handed to the collier the billets that the latter carefully leaned against it, allowing each piece to protrude slightly at the base. When the first ring of billets had been placed, another ring was begun, the base protruding a little more each time, so that when the ring of charcoal dust finally was reached there would be enough slope to the sides of the pit to enable the final covering of leaves and dust to rest securely without sliding off. Lap-wood was fitted in whenever possible to take up the air spaces. Each billet and piece of lap-wood were placed so that the biased cut of the chopper's ax sloped up toward the chimney. That helped to form the final rounded top and sloping sides of the finished pit.
After this first tier of billets and lap-wood, which was called the foot, had been set out from the chimney far enough to give the collier a footing, he climbed on it, built the chimney up another four feet or so, and then started to set the second tier of billets and lap-wood, called the waist. Seting the foot and waist out together, he and his assistants worked until all the billets were used up and Just enough lap-wood was left to construct the shoulders and head. Standing on the waist and again building the chimney upward another three or four feet, the collier set the remaining wood, not on end this time, but in a horizontal fashion radiating from the chimney as a center point. Building up shoulders and head in this way to the full height of the chimney, and shortening each layer of the radiating lap-wood until the top of the chimney was reached, he fashioned a rounded structure. Throughout the entire operation great care was taken to set and fit the pieces substantially together to prevent the whole from reeling or twisting. A pit hastily slapped together was certain to reel. Lapping-off was the last move in completing the construction of the pile. This consisted merely in using what lap-wood was left to fill in all possible air spaces and cracks on the sides before the final covering of leaves and dust was spread on. The pit now "set", the collier and his helper busied themselves in notching out a crude ladder from an eight-inch log long enough to reach from the ground to the head. Enough chips and fine kindling were cut to fill the chimney within a foot or so of the top, and a bridgen of three billets and several pieces of lap-wood to cover the chimney made the pit ready for "leafing and dusting". A crude wooden rake, consisting of six or seven six-inch teeth placed about two inches apart in a small head, was used to gather up the scattered leaves on the forest floor. The job usually was done by the collier's helper who, after raking the leaves into piles, carried them to the head of the pit in the collier's basket and scattered them uniformly over the pit to a depth of several inches. These baskets were made by the collier during the dull winter months by weaving together thin strips of lath or reeds around an oval hoop. They held, when heaped over the brim, from two and one-half to three bushels of charcoal. The long-handled collier's shovel was used to spread on the dust which had been raked to the circumference of the hearth in a ring during the early preparation of the site. A slight twist of the wrist in manipulating this tool spread the dust in a scattered spray so that all parts of the pit were covered evenly. Several inches of dust were required for the sides and at least a foot on the head and shoulders. The pit was then ready for firing. This was done by carefully moving back enough of the dust and leaves from the bridgen, and two of the bridgen billets themselves, to allow a shovelful or so of red-hot coals from the collier's cooking fire to be placed on top of the kindling in the chimney. Care was taken that no dust or leaves fell back into the chimney when the bridgen and cowering were replaced.
The lighting of the pit usually was done toward evening in order that the collier might have at least one more good night's sleep before the constant watching began; for it was not likely that the pit would "burn through" or need "dressing" until the following afternoon. Before turning in that first night, the collier made certain there was ample dust on the head. This dust usually was carried to the top of the pit by the collier's helper and raked around at least one foot deep. It was considered necessary to have one bushel of head dust for every cord of wood in the pit. Charcoal pits varied greatly in size, depending for the most part on the dimensions of the hearth and the amount of wood to be coaled. The average hearth in the Hopewell vicinity, however, was from 30 to 40 feet in diameter and would hold 25 to 50 cords. Any kind of wood may be used to make charcoal so long as it is "solid," but it generally was held that "the harder the wood, the better the coal." It was the practice in the region to cut clean, using everything except the dead wood, and in 30 years' time the tract could be coaled again. No ironmaster ever conceded that he had enough coal land. If a charcoal pit was not watched and tended constantly, fire broke through the covering of leaves and dust and might destroy the entire pile. A burning flame was the dread of colliers, for coal could be made only by the charring action of a "dead fire". "Jumping the pit" was a dangerous job. The collier, holding his long-handled shovel in a horizontal position, mounted his crude ladder to the top of the pit and stepped gingerly around the head and bridgen to learn whether there were any soft spots or mulls. Finding these, he jumped up and down on the more substantial parts of the surface, working his way carefully toward the mulls. Air spaces in the pit caused by shrinkage of the charring wood thus were closed in part. Soft spots then were dressed by digging them out a little and placing new wood, leaves, and dust in the resulting cavities to preserve the original shape of the pit. The pit was tended in this manner every evening in order to prevent, if possible, its burning through during the night. The phrase give 'er fire should be distinguished from firing the pit. The latter referred to the operation of lighting the original fire, the former to the task of providing draft vents to increase the fire within the pit. The burning was governed by means of holes made in the foot on the side where more heat was desired. In order to learn the location of the fire, and to see whether it had reached the surface of the hearth the collier used the fagan as a poker, the bridgen first being removed carefully to prevent leaves or dust from falling into the chimney. Since the pit was lighted from the top, the fire had to char downward. Ramming the fagan down through the loose coal at the head, the collier eventually struck a hard surface, either uncharred billets which the fire had not reached or the surface of the hearth. As it was a part of the collier's training to recognize the various surfaces struck by the fagan, he could calculate readily the direction in which the charring was proceeding and thereby provide the proper drafts or foot holes which were needed to effect uniform charring on all sides of the pit. When the surface of the hearth was not absolutely level the lower side always "came to foot" first. In the early stages of the burning, holes were placed about two feet up from the foot. Later, as the pit came nearer "to foot" the holes were made lower.
When the pit was burning evenly and well, a characteristic blue smoke puffed from the vents at lazy intervals, giving off a pitch tar odor which the colliers considered to be the cause for their tremendous appetites. White smoke was an indication of a poorly charring pit and usually resulted from rapid burning due to too much draft or to the use of old dry wood. Heavy winds caused the pit to burn unevenly, and rains often made it become too hot. When a pit crackled and sputtered it was a certain indication that dry chestnut wood was being employed. The number of days required for a pit to "burn off" varied greatly with the size of the hearth and the kind of wood. For the average hearth, which held 30 cords or so of partly seasoned wood, it normally took from 10 days to two weeks for the pit to come to foot, that is, for all the billets to char. After it had come to foot and before any of the coal was removed, it was necessary to have the dust dry enough to run off the sides like sand. Accordingly, more foot holes were made so that the pit would heat up, char the leaves, and dry the dust. Once the pit had charred down to the foot, it might be assumed that the fire was out and that the process of raking out the coal would be simple. Charcoal carries fire for a long time, however, and the raking was a tedious and painstaking task because only small amounts could be removed at a time. The collier chose a side of the pit where the dust was driest and with his shovel dug out a portion, starting at the foot. This opening acted as a draft hole and soon there were signs of fire. At that point he stopped his digging and threw back enough of the dry dust to reseal the pit and allow it to cool. The long iron-toothed collier's rake then was used to draw back into the ring the pile of charcoal which had just been dug out. A few sparks often remained in the coal and the entire ring became ablaze. As the hearths were usually far from water, dry dust was the only means of extinguishing the fires. When the collier and his helper worked around the pit, digging out a little coal here and there, each portion was kept in a separate ring so that a single fire might not destroy the total. The collier always refused to ring out more coal on his hearth than would fill the charcoal wagon because of the extra attention required to attend it. On the day when the wagon was to come for the first load the collier and his men were up and ready to start work at dawn. They spent several hours in ringing out the coal and the remainder of the morning in seeing to it that no fire remained in it. The same collier's baskets which were used to carry leaves to the head of the pit were employed to fill the wagon with charcoal. The teamster carried the basket on his head after the collier had raked it full and helped him to swing it into position. Charcoal wagons varied in size but those generally in use at Hopewell held 100 to 300 bushels of coal. All were drawn by six-mule teams and equipped with high side boards and a bottom that would pull out. When the teamster reached the charcoal house he unhooked his lead team from the "spreaders" and fastened their whiffletree to a coupling connected to the sliding floor of the wagon. In that way the load was dumped without effort to the teamster or damage to the brittle charcoal.
(1) Cf. Melvin J. Weig, "Hopewell Village and the Colonial Iron Industry," The Regional Review, Vol. II, No. 4, April 1939, pp. 3-9. This article was subsequently reprinted as NPS Popular Study Series #14. | |||||||||
| <<< Previous | > Contents < | Next >>> | ||
|
regional_review/vol5-1b.htm Date: 04-Jul-2002 | ||||